





西安數控機床主軸控制系統根據機床性能一般有變頻控制與串行控制兩種方式,如經濟型數控機床主軸控制通常采用變頻調速控制;數控銑、加工中心主軸控制通常采用交流主軸驅動器來實現主軸串行控制。在生產實踐中,各廠家在數控機床主軸控制配置上采取的策略都是滿足使用要求情況下盡量降低配置。主軸采用通用變頻器調速時只能進行簡單的速度控制,它是利用數控系統輸出模擬量電壓作為變頻器速度控制信號,通過數控系統 PMC 程序為變頻器提供正反轉信號,從而控制電機實現正反轉。串行主軸控制指的是在主軸控制系統中采用交流主軸驅動器來實現主軸控制的方式,如 FANUC-0iC/D 系 統 一 般 配 置 專 用 的FANUC交流伺服驅動器及伺服電機實現主軸串行控制。串行主軸不僅能較好地實現速度控制,而且可通過 CNC實現主軸定向準停、定位和 Cs軸等位置控制功能。對比這兩種主軸控制方式可見,串行主軸控制方式較通用變頻器主軸控制方式 功能強大、配置高。由于交流主軸驅動器及配套的專用電機成本較高,因此造成了數控機床整機成本也相對較高。生產實際中,很多經濟型數控機床主軸都采用通用變頻器調速或專用變頻器調速方式,以降低成本。本文主要介紹主軸采用通用變頻器調速方式時的調試方法。
1.數控機床主軸通用變頻調速控制
數控機床主軸采用通用變頻調速控制方式時,典型的硬件配置為數控裝置、通用變頻器及普通三相異步電動機。在主軸調試時,首先應正確完成變頻器與電機及數控裝置的硬件接線;其次是完成主軸控制PMC梯形圖程序的設計及輸入。主軸的速度控制通過數控系統的模擬量輸出電壓實現,正反轉控制通過PMC程序來實現。
1.1變頻調速控制硬件接線圖
本文以配備 FANUC-0imateMD 系統的亞龍559數控裝調實訓設備為例來進行介紹。其主軸采用通用變頻器調速控制,選用的變頻器型號為歐姆龍G3JZ,其硬件接線如圖1所示。變頻器的 U、V、W 端子直接接三相異步電動機。L1、L2、L3 端 子 經 交 流 接 觸 器KM、低壓斷路器 QF4接入電源。S1、S2端子分別通過中間繼電器 KA5、KA6 的 常開觸點接 至 公共端子SC,KA5、KA6常開觸點不能同時閉合,它們分別控制電機正、反轉。A1、AC 端子接至數控系統的JA40接口,接收來自數控系統的模擬量信號以控制主軸的轉速,模擬量一般為0V~10V 的電壓信號。

圖1 變頻器硬件接線圖
1.2變頻調速控制梯形圖程序
數控機床主軸正、反轉是通過 PMC 梯形圖程序進行控制的,根據主軸控制方式(如模擬量控制和串行控制方式)的不同,其 PMC 梯形圖程序也有所不同。圖2為配備 FANUC-0imateMD 數控系統的亞龍559數控銑床的模擬量主軸控制 PMC 梯形圖程序。為便于分析識讀主軸控制 PMC 梯形圖程序,現將輸入、輸出進行說明,如表1所示。梯形圖程序中,第一、二行表示通過數控機床操作面板上的正反轉按鍵控制機床主軸進行正反轉;第三、四行表示利用加工編程程序指令控制數控機床主軸進行正反轉;R0100.0中間信號表示數控機床工作方式選擇中的“手動”、“手輪”工作方式。觀察 PMC 梯形圖程序可知,通過數控機床操作面板上的正反轉按鍵進行主軸控制時,工作方式選擇開關必須選擇“手動”或“手輪”工作方式,使 R0100.0 中間信號為 1;RST信號為復位信號,其地址為 F1.1,通過數控系統操作面板上的復位按鍵來實現系統復位操作;M19為主軸準停信號,對于通用變頻調速而 言,該信號無實際意義;串聯 于 程 序 中 的 X0002.4 與 X0002.7、M03 與M04常閉觸點構成了正、反轉互鎖保護信號,X0002.5與 M05常閉觸點為停止信號,當手動操作停止或程序指令中遇到 M05指令時,PMC程序無輸出信號,主軸停止 轉動;R0207.2、R0207.3、R0207.4、R0207.5 信號為主軸正反轉的中間輸出信號,將其常開觸點接至實際的輸出 Y0005.5、Y0005.6,即可實現電路中線圈的實際控制。

圖2 數控銑床主軸控制
PMC梯形圖表1 輸入、輸出信號及含義表1。
2.數控系統參數設置
主軸調速控制系統在硬件接線、PMC程序編輯完成的情況下,還需正確設置數控系統參數與變頻器參數才能保證主軸正確運轉。數控系統參數設定時,一部分參數可以直接查閱系統參數手冊直接設定,但也有個別參數需要進行計算后才能設定。
2.1設置主軸控制系統參數
FANUC-0imateMD系統采用模擬量主軸控制方式時,除了增益調整參數3730、漂移調整3731兩個參數需要計算后才能設定外,其余參數設定如表2所示。
2.2 增益及漂移參數的計算
FS-0iD系統中參數3731為模擬量輸出時的漂移調整參數,其功能是改變S0轉速所對應的模擬量電壓輸出值,參數設定范圍為 -1 024~1 024。在模擬量控制時,當主軸轉速為S0時,其對應的模擬量輸出電壓在理論上應為0V,但經萬用表檢查發現實際輸出電壓通常大于或小于0V,此時,則需設置3731參數,使輸出電壓盡量接近于0V。
3731參數設定值可按下式計算:

表2 主軸控制系統參數設置

FS-0iD系統中參數3730為模擬量輸出時的增益調整參數,該參數可改變較高主軸轉速Smax所對應的模擬量輸出值,并改變輸出電壓和轉速的比例。參數3730以 百 分 率 的 形 式 設 定,設 定 值 范 圍 為 700~1 250,單位為0.1%。當設定值為1 000時,較高轉速Smax所對應的模擬量輸出為10V。如果實際值大于或小于10V,可改變3730參數調整增益值,使較高轉速Smax所對應的模擬量輸出盡量接近于10V。3730參數設定值可按下式計算:

本文數控機床配置 FANUC-0imateMD 系統,主軸為通用變頻調速系統。為了優化主軸性能,必須計算和設定漂移、增益調整參數。表3為漂移和增益參數設定前、后主軸在不同轉速時所對應的頻率及實測電壓值。由表3可知,當3730、3731參數設定值均為0,主軸轉速為S0時,變頻器輸出頻率值為0,利用萬用表實測輸出電壓為-0.048V。先進行漂移參數計算,可得漂移參數值3731=26,因為漂移將同時影響較高轉速Smax對應的輸出電壓。以表3為例,即較高轉速為1 400r/min時實測的模擬量輸出電壓為9.93V,包含了-0.048V 的漂移電壓,所以在計算增益調整參數時,必須將漂移電壓考慮進去再進行增益參數計算,較終計算得增益參數值3730=1011。
表3 設置增益及漂移參數

模擬量輸出的漂移特性曲線如圖3所示,調整漂移參數可改變轉速S0所對應的電壓輸出值,使特性曲線上下平移。本例中漂移參數設定為0時,實測S0轉速對應電壓為-0.048V,特性曲線為負向漂移曲線。經計算和設定漂移參數后,再次實測漂移電壓為-0.002V,基本接近于0V,特性曲線基本接近理想特性曲線。
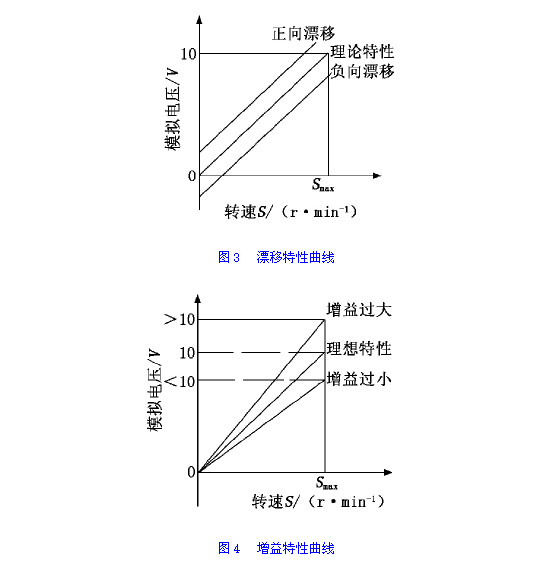
模擬量輸出增益調整特性曲線如圖4所示,調整增益參數可改變較大轉速所對應的模擬量電壓輸出值,使特性曲線的斜率發生變化。本例中增益參數設定為0時,實測較大轉速對應的電壓為9.93V,可見特性曲線為增益過小。經計算、設定增益參數后,再次實測較大轉速對應電壓變為10V,增益特性變為理想特性曲線。
3.結語
本文詳細介紹了數控機床主軸通用變頻調速方式的硬件接線、PMC梯形圖程序設計及系統參數設定方法。在完成主軸控制功能的情況下,為了使主軸系統性能達到理想狀態,利用萬用表對主軸不同速度輸出時對應的模擬量電壓信號進行了反復實測,并經過漂移、增益調整參數的計算、設定及實際測量,使主軸速度輸出特性達到理想狀態。為廣大數控機床維修維護人員提供了通俗易懂的變頻主軸系統安裝、調試及維修指導方法。
- 上一篇:數控機床在使用前需要注意什么事項?
- 下一篇:激光切割機選購時需要注意什么問題?






 陜公網安備 61011102000521號
陜公網安備 61011102000521號